2020导热石墨膜行业市场竞争格局分析,行业竞争激烈价格持续走低
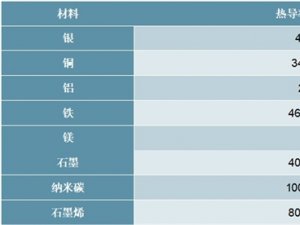
石墨是相较于铜和铝等金属更好的导热材料,主要原因在于石墨具有特殊的六角平面网状结构,可以将热量均匀地分布在二维平面并有效地转移。在水平方向上,石墨的导热系数为300~1900W/(m〃K),而铜和铝的导热系数约为200~400W/(m〃K)。在垂直方向上,石墨的导热系数仅为5~20W/(m〃K)。因此,石墨具备良好的水平导热、垂直阻热效果。同时,石墨的比热容与铝相当,约为铜的2倍,这意味着吸收同样的热量后,石墨温度升高仅为铜的一半。此外,石墨密度仅为0.7~2.1g/cm3,原低于铜的8.96g/cm3和铝的2.7g/cm3,因此可以做到轻量化,能够平滑粘附在任何平面和弯曲的表面。
基于高导热系数、高比热容和低密度等性能优势,石墨自2009年开始批量应用于消费电子产品,2011年开始大规模应用于智能手机,目前已经取代传统金属,成为消费电子领域主流的散热材料。
表:石墨导热性能与铜、铝对比

资料来源:锐观咨询整理
理论上,石墨膜越薄,导热系数越高。早期石墨膜厚度主要介于20~50µm之间,其水平轴的导热系数介于300~1,500W/(m〃K)。随着技术改善,石墨膜的加工工艺更加成熟,目前最薄可到0.01mm,其水平轴的导热效率也高达1,900W/(m〃K)。然而,石墨散热片并不是越薄越好,关键是要将功率器件和散热器之间的缝隙填满。因此,不同应用场景下使用的石墨散热膜各有不同。
主流的散热膜有天然石墨散热膜、人工合成石墨散热膜和纳米碳散热膜三种。
(1)天然石墨膜:完全由天然石墨制成,在真空条件下不会发生脱气现象,在400℃以上的温度也可继续使用,最低能做到0.1mm左右,主要应用在数据中心、基站和充电站等。
(2)人工石墨散热膜:由聚酰亚胺(PI膜)经过碳化和石墨化制成,是当前最薄的散热膜材料,最薄可做到0.01mm,广泛应用于手机、电脑等智能终端产品。
(3)纳米碳散热膜:由纳米碳(石墨同素异构体)制成,最薄可做到0.03mm,散热功率可高达1000~6000。由于纳米碳散热膜加工工序简单,只需要开模和冲切,成本低售价也低。
表:三种石墨散热膜优缺点对比
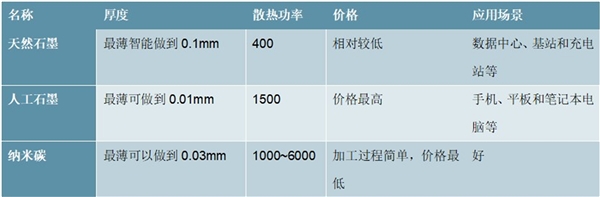
资料来源:锐观咨询整理
智能手机中主要使用人工合成石墨膜,用量视手机性能和要求而定,大概在3~6片,使用到的部件包括镜头、CPU、OLED显示屏、WiFi天线、无线充和电池等。其中CPU对散热的性能要求最高,其次是无线充,再次是镜头和电池,最后是显示屏和WiFi天线。目前,高导热石墨膜的价格约为0.2~0.3美金/片。初步估算,单机石墨膜价值量为1~2美金。未来,随着智能手机更多创新型的电子化设计,单机石墨膜价值量有望进一步提升。
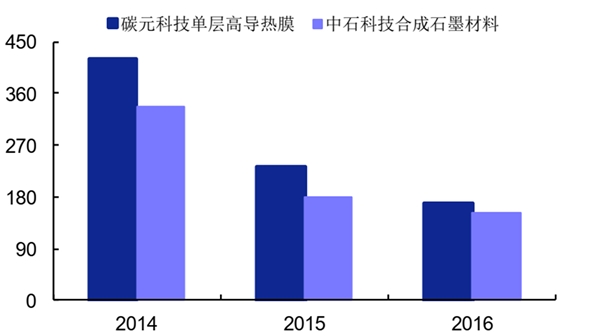
目前导热石墨膜行业主要参与者为日本松下、美国Graftech、日本Kaneka、碳元科技、中石科技和飞荣达等国内外企业。日本松下和美国Graftech进入该领域较早,技术较为成熟,是先行者。国内碳元科技、中石科技和飞荣达等技术成熟且相对领先,并且成功进入三星、华为等主要手机生产商的供应链体系。由于行业进入门槛相对较低,众多厂商参与进来,导致价格竞争激烈,产品价格持续走低。根据碳元科技和中石科技招股说明书等公告披露,2014年以来,单层和多层高导热石墨膜价格持续下滑,已经从2014年400元/m2下降至2017年的180元/m2左右。
表:行业主要参与者情况
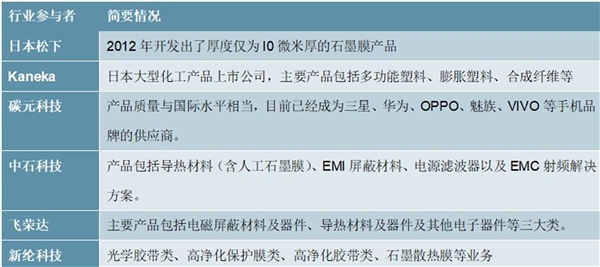
资料来源:锐观咨询整理
图:中石科技和碳元科技石墨膜单价(元/m2)
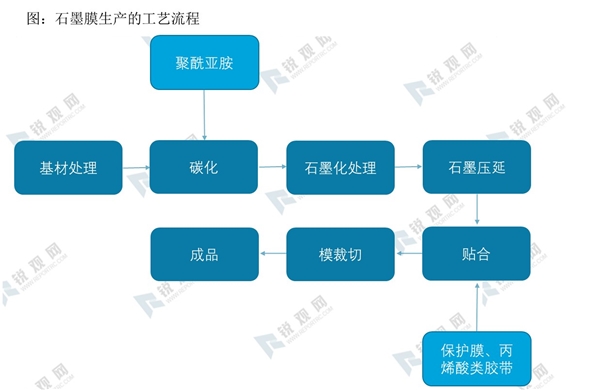
智能手机中广泛使用的人工石墨散热膜是由聚酰亚胺(PI膜)经过碳化和石墨化制成的。从生产工艺的角度来说,主要经过6道工序,依次是基材处理、碳化、石墨化、压延、贴合、模切。其中,碳化指的是高温下将PI膜的结构分子径向排列打乱,羰基断裂,非碳成分全部或大部分挥发,最后形成乱层结构的聚酰亚胺碳化膜(一种多环化合物)。石墨化则是进一步在高温下将多环化合物分子重整,有序性增大,无序性减少,向六角平面的层状石墨结构转变,最后形成高结晶度的大面积石墨原膜。碳化和石墨化之后,再经过压延(挤压延展形成柔软且高密度的石墨原膜)、贴合(在上下表面贴覆离型膜和保护膜)和模切(加工和切割使材料定制零部件),最终形成满足需求的高导热石墨膜成品。
资料来源:锐观咨询整理
表:国内外主要生产厂商

资料来源:锐观咨询整理